

ຜະລິດຕະພັນ



ເຄື່ອງ bevelling
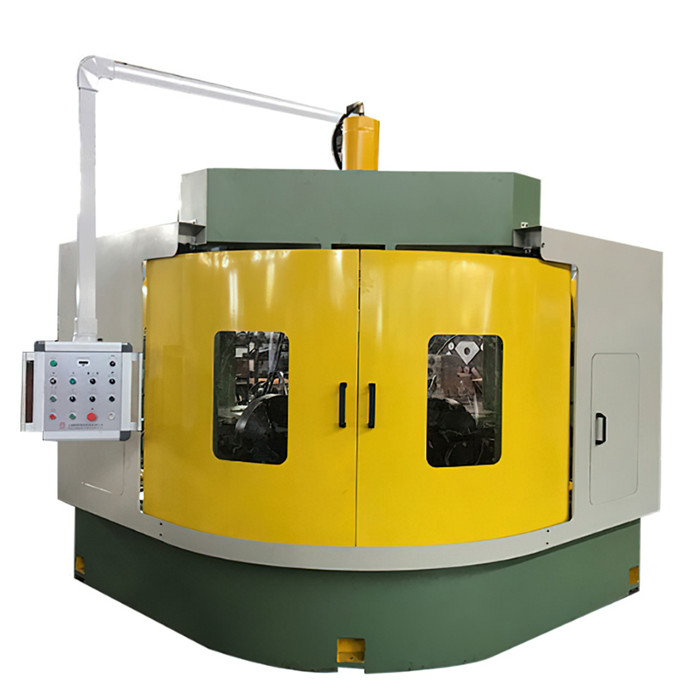
ເຄື່ອງ beveling Q1245
| ໝາຍເລກລໍາດັບ | ຊື່ | ຄ່າພາຣາມິເຕີ | ໜ່ວຍ | ຂໍ້ສັງເກດ | |
| 1 | ຫົວໜ່ວຍພະລັງງານ | ພະລັງງານມໍເຕີ | 4 | KW | ມໍເຕີຫຼັກ |
| ຄວາມໄວ spindle | 960 | R / ນາທີ | |||
| ປະລິມານການໃຫ້ອາຫານທີ່ແຕກຕ່າງກັນຂອງຜູ້ໃຫ້ບໍລິການເຄື່ອງມື | 0,0.17 | ມມ/ຣ | |||
| ທິດທາງແກນຄູ່ມືເຄື່ອງມື ເສັ້ນເລືອດຕັນໃນ | 200 | mm | |||
| ຄວາມໄວທິດທາງແກນຄູ່ມື | 18.8 | ມມ/ຣ | |||
| 3 | ເວທີ Clamp ຫມາຍຄວາມວ່າ | ປະເພດ Clamping | ໄຮໂດຼລິກ | ||
| 4 | ຫົວຕັດ ອະໄວຍະວະ | ເສັ້ນຜ່າສູນກາງຂອງຫົວຕັດ | Φ550 | mm | |
| ຜູ້ໃຫ້ບໍລິການເຄື່ອງມືມຸມ | 0-35° | ຄວາມຄືບໜ້າຂອງຄວາມແຕກຕ່າງ | |||
| ຄວາມໄວຂອງຫົວຕັດ | 54-206 | rpm | ຫົກເກຍ | ||
| ເສັ້ນຜ່າສູນກາງການຕັດ | Φ30-φ426 | mm | |||
| ຄວາມຫນາຂອງການຕັດ | 6-100 | mm | |||
| ປະເພດຮ່ອງ | ດ່ຽວ V, ຄູ່ U V | ຫຼືຕັດສິນໃຈໂດຍເຄື່ອງມື | |||
| 6 | ໂຄງຮ່າງເຄື່ອງກັ່ນ | ຄວາມສູງສູນກາງຂອງ spindle | 1000 | mm | |
| ນ້ຳໜັກເຄື່ອງກຶງ | 2000 | kg | |||
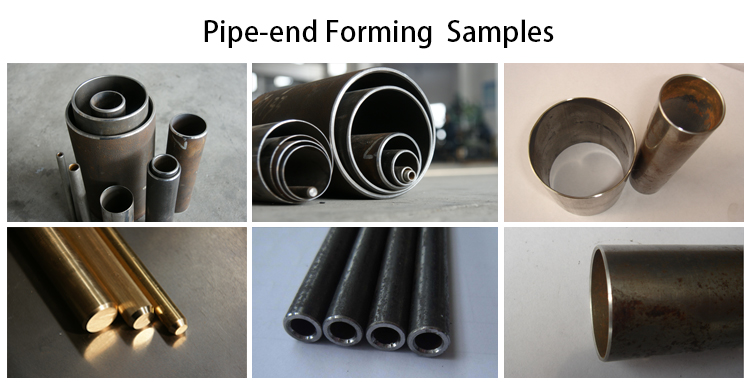
ເຄື່ອງ chamfering ເປັນເຄື່ອງມືພິເສດສໍາລັບການ chamfering ແລະ beveling ທໍ່ຫຼືແຜ່ນກ່ຽວກັບໃບຫນ້າການເຊື່ອມໂລຫະ.ເຄື່ອງ chamfering ແກ້ໄຂຂໍ້ບົກຜ່ອງຂອງມຸມທີ່ບໍ່ສະຫມໍ່າສະເຫມີ, ເປີ້ນພູ rough, ແລະສິ່ງລົບກວນການເຮັດວຽກຂະຫນາດໃຫຍ່ໃນການຕັດ flame, grinder grinder ແລະຂະບວນການປະຕິບັດງານອື່ນໆ.ມັນມີຄວາມໄດ້ປຽບຂອງການດໍາເນີນງານງ່າຍ, ມຸມມາດຕະຖານແລະພື້ນຜິວກ້ຽງ.
ກ່ອນທີ່ຈະເລີ່ມຕົ້ນ, ກວດເບິ່ງວ່າຝາປິດປ້ອງກັນແມ່ນ intact ແລະ fastened;ທິດທາງການເຄື່ອນໄຫວຂອງເຄື່ອງມື ແລະທິດທາງອາຫານຕາຕະລາງແມ່ນຖືກຕ້ອງຫຼືບໍ່.
ການນໍາໃຊ້ເຄື່ອງຈັກ chamfering ໄວແມ່ນທ່າອ່ຽງການພັດທະນາຂອງອຸດສາຫະກໍາເຄື່ອງຈັກ.ມັນເອົາຊະນະຂໍ້ບົກຜ່ອງໃນການປຸງແຕ່ງຂອງເຄື່ອງຈັກແລະເຄື່ອງມືໄຟຟ້າທີ່ມີຢູ່, ແລະມີຂໍ້ດີຂອງຄວາມສະດວກ, ຄວາມໄວແລະຄວາມຖືກຕ້ອງ.ມັນເປັນທາງເລືອກທີ່ດີທີ່ສຸດສໍາລັບການ chamfering ຂອງວັດຖຸໂລຫະໃນປະຈຸບັນ.
ຂຽນຂໍ້ຄວາມຂອງທ່ານທີ່ນີ້ແລະສົ່ງໃຫ້ພວກເຮົາ